
Empfohlen
Weitere ähnliche Inhalte
Was ist angesagt?
Was ist angesagt? (20)
Ähnlich wie 3d printer project report
Ähnlich wie 3d printer project report (20)
Kürzlich hochgeladen
Kürzlich hochgeladen (20)
3d printer project report
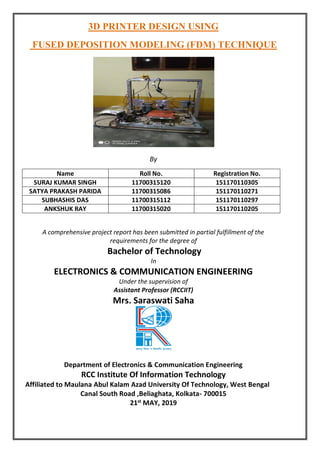
- 1. 3D PRINTER DESIGN USING FUSED DEPOSITION MODELING (FDM) TECHNIQUE By Name Roll No. Registration No. SURAJ KUMAR SINGH 11700315120 151170110305 SATYA PRAKASH PARIDA 11700315086 151170110271 SUBHASHIS DAS 11700315112 151170110297 ANKSHUK RAY 11700315020 151170110205 A comprehensive project report has been submitted in partial fulfillment of the requirements for the degree of Bachelor of Technology In ELECTRONICS & COMMUNICATION ENGINEERING Under the supervision of Assistant Professor (RCCIIT) Mrs. Saraswati Saha Department of Electronics & Communication Engineering RCC Institute Of Information Technology Affiliated to Maulana Abul Kalam Azad University Of Technology, West Bengal Canal South Road ,Beliaghata, Kolkata- 700015 21st MAY, 2019
- 2. CERTIFICATE OF APPROVAL This is to certify that the project titled “Design and Development of 3D Printer ” carried out by: Name Roll No. Registration No. SURAJ KUMAR SINGH 11700315120 151170110305 SATYA PRAKASH PARIDA 11700315086 151170110271 SUBHASHIS DAS 11700315112 151170110297 ANKSHUK RAY 11700315020 151170110205 for the partial fulfillment of the requirements for B.Tech degree in Electronics and Communication Engineering from Maulana Abul Kalam Azad University of Technology, West Bengal absolutely based on his own work under the supervision of Mrs. Saraswati Saha. The contents of this thesis, in full or in parts, have not been submitted to any other Institute or University for the award of any degree or diploma Optional in case of external supervisor …………………………………………… …………………………………………… Dr./Mr./Ms./Mrs. Dr./Mr./Ms./Mrs. Designation and Department Professor, Dept. of ECE Institute RCC Institute of Information Technology …………………………………………… Dr./Mr./Ms./Mrs. Head of the Department (ECE) RCC Institute of Information Technology
- 3. DECLARATION “We Do hereby declare that this submission is our own work conformed to the norms and guidelines given in the Ethical Code of Conduct of the Institute and that, to the best of our knowledge and belief, it contains no material previously written by another neither person nor material (data, theoretical analysis, figures, and text) which has been accepted for the award of any other degree or diploma of the university or other institute of higher learning, except where due acknowledgement has been made in the text.” ……………………………… ……………………………… SURAJ KUMAR SINGH SATYA PRAKASH PARIDA (ECE2015/019) (ECE2015/020) Registration No: 151170110305 of 2015-2016 Registration No: 151170110271 of 2015-2016 Roll No: 11700315120 Roll No: 11700315086 ……………………………… ……………………………… SUBHASHIS DAS ANKSHUK RAY (ECE2015/006) (ECE2015/037) Registration No: 151170110297 of 2015-2016 Registration No: 151170110305 of 2015-2016 Roll No: 11700315112 Roll No: 11700315120
- 4. CERTIFICATE OF ACCEPTANCE This is to certify that the project titled “Design and Development of 3D Printer ” carried out by: Name Roll No. Registration No. SURAJ KUMAR SINGH 11700315120 151170110305 SATYA PRAKASH PARIDA 11700315086 151170110271 SUBHASHIS DAS 11700315112 151170110297 ANKSHUK RAY 11700315020 151170110205 is hereby recommended to be accepted for the partial fulfillment of the requirements for B.Tech degree in Electronics & Communication Engineering from Maulana Abul Kalam Azad University of Technology, West Bengal Name of the Examiner Signature With Date 1 . …………………………………………………………………………………… 2 . …………………………………………………………………………………… 3 . …………………………………………………………………………………… 4 . ……………………………………………………………………………………
- 5. CONTENTS TOP PAGE……..……………………………………………………………..1 CERTIFICATE……………………………………………………………….2 DECLARATION……………………………………………………………..3 CERTIFICATE OF ACCEPTANCE…………………………………………4 CONTENTS…………………………………………………………………..5 ABSTRACT…………………………………………………………………..7 LIST OF COMPONENTS USED…………………………………………….8 LIST OF ABBREVIATIONS………………………………………………...9 LIST OF FIGURES………………………………………………………….10 LIST OF TABLES…………………………………………………………...11 1. INTRODUCTION…………………………………………………….12 2. PROJECT REPORT AT A GLANCE………………………………...12 2.1 Definition………………………………………………………….13 2.2 Design……………………………………………………………..14 2.3 Problem Statement………………………………………………...14 2.4 Possible Solution…………………………………………………..14 2.5 Simplified Block Diagram………………………………………....15 2.6 Working With Files………………………………………………..16 2.7 How 3D Printer Works…………………………………………….17 3. COMPONENTS DESCRIPTION……………………………………..17 3.1 Frame………………………………………………………………17 3.2 Extruder……………………………………………………………18 3.3 Stepper Motor……………………………………………………...19 3.4 A4988 Motor Driver……………………………………………….20 3.5 Plastics……………………………………………………………..21 3.5.1 Polylactic acid plastics………………………………………21 3.6 Software Needs To install………………………………………….22 3.6.1 Arduino Software...………………………………………….22 3.6.2 Sli3r software………………………………………………..22 3.6.3 Proterface software…………………………………………..22 3.7 Basic electronic connections……………………………………….22 3.8 FrameWork...………………………………………………………23 4. PRESENT 3D PRINTING TECHNOLOGY………………………….24
- 6. 4.1 Fused Deposition Modeling(FDM)……………………………….25 4.2 Selective Laser Melting(SLM)………………………………….....26 5. WORKING OF THE DEVICE……………………………………….26 6. FINAL RESULTS....…………………………………………………..33 7. FUTURE SCOPE AND APPLICATONS…………………………….35 8. CONCLUSION………………………………………………………..36
- 7. ABSTRACT Nowadays 3D printing has become a big boom. This technology is not only used in industries but also used at those places where the prototyping is an important constraint .This project aims to develop a 3D printer that not only counts for a cost effective output but a product that can be used by each and every one. After this project gets a final touch it will benefit the common people where the cost effectiveness is very crucial. Many 3D printing technologies are available to build a 3D object but this project aims to use that 3Dmanufacturing process that gives a cost effectiveness solution at a low wastage of printing material.3D printers capable of outputting in color and multiple materials already exist and will continue to improve to a point where functional products will be able to be output. Printing rather than “3D printing” has bought a radical change in the world we live. Now a days 3D-Printing has gone from developing a factory need object to a medical need artificial bones and making it a “low cost” is the new area of development. Gone are those days where the 3D objects were brought from the market, who would have thought that this 3D printer would do the same work with a low cost!!! “Once We have this fascinating 3D printer, do not forget the fact this is a low cost one!!”
- 8. LIST OF COMPONENTS USED NAME QUANTITY Arduino Mega with RAMPS 1.4 Controller 1 Extruder kit 0.4mm extrusion head 1 Endstops 3 A4988 stepper motor driver 4 PLA & ABS filaments 1 KG Heat bed 1 SMPS 1 UPS 1 Frame ,bearings,pulley,MK8 rods
- 9. LIST OF ABBREVIATIONS Name Abb. PLA Poly(lactic acid) or polylactic acid or polylactide (PLA) ABS Acrylonitrile butadiene styrene - thermoplastic polymer SMPS switched-mode power supply
- 10. LIST OF FIGURES Figure 1 Ideal Nozzle Placement Figure 2 Block Diagram of the Entire System Figure 3 STL File Figure 4 Frame Figure 5 Extruder Figure 6 Stepper Motor Figure 7 Driver A4988 Figure 8 Simplified connection of Driver and controller Figure 9 ABS Plastic Figure 10 PLA Plastic Figure 11 SMPS Figure 12 A4988 Driver Figure 13 A4988 Driver heat sink Figure 14 Arduino ATMega 2560 Figure 15 Connection of Arduino 2560 and Ramp 1.4D Figure 16 Running motors through electronics Figure 17 FrameWork Figure 18 Fused Deposition Method Figure 19 SLM Figure 20 Slicing Procedure Figure 21 Pronterface action Figure 22 Endstop position Figure 23 Final Results
- 11. History of printing starts from the duplication of images by means of stamps followed by the flat bed printing process in 18th century. In mid of the 19th centuries color printing called as Chromolithography became very popular. A revolution occurred when the print workings, specifically a 2D printer was used as a peripheral device, which made a persistent human readable representation of the graphics a text in paper. After some years the concept of 3D printer starts evolving, a new way to look at the past printing technologies. Our report emphasizes on the design and development of a low-cost 3D printer. 3D printer basically is concept to make or print the objects layer by layer and thus making it so called “Three dimensional”. Nowadays 3D printer available is of higher costs that is due to the printing technology used and the material used in 3D printer, so this project sparks upon making the 3D printer low cost by using the scrap materials and designing a frame for the 3D printer. The main aim of this project is to make the 3D printer available to a common man making this equipment easy to operate and automate working once the command and specific design is given to this device. So operating time will automatically decrease as it can handle the task without any human intervention. This also makes this device reasonable and approachable to everyone this project. This project deals or in other words targets the people who has cost as a main constrain and thus making a 3D printer useful in school laboratories, making imitation jewelry for women, automobile industries, making a prototype material in industries etc. This chapter deals with the introduction, design and goal and the basic working principle of how the project works with a simplified block diagram and its brief explanation. Thus, with this chapter the main motive of the project would be clear with the basic understanding of the project. 1. INTRODUCTION 2.PROJECT REPORT AT A GLANCE
- 12. 2.1 Definition 3D Printing technology is an additive manufacturing technology where a three-dimensional object is created. This technology is a rapid prototyping technology. 2.2 Design The design structure that this project aims is a FDM Model. 2.3 Problem Statement The present 3D printing technology is very time consuming with a high manufacturing cost. This project aims not only to reduce the cost of the 3D Printer but also working upon its accuracy and time constraints. 2.4 Possible Solution The possible solution is designing a frame and using only the most important materials and using the printing technology that minimizes the wastage of plastic to give maximum efficiency to the product output. FIGURE 1
- 13. 2.5 Simplified Block Diagram FIGURE2.BLOCK DIAGRAM OF THE ENTIRE SYSTEM This above block diagram describes the basic working of the product. As shown in above block diagram: Firstly, a 3D object is designed using a CAD Tool and then is converted in such a file format specifically a G-Code using software’s like FDM that is understandable by the electronics that mainly includes the Microcontroller. Input is given to the electronics that give commands to the motors according to the design in the CAD Tool. The mechanical components including motors, extruder works accordingly and thus a layer by layer object is printed (in layman language plastic is glued) on the print plate or glass plate. After the 3D object gets cooled to a certain temperature the final end product can be taken out. In this way the simple process works to build a 3D object. Thus, a prototyping of the project also becomes easier as the specified or the required designed on an initial stage is formatted on a CAD Tool and your printer starts to print! To get a change in the final product structure the design in the CAD Tool only needs the change, rest all the working remains unchanged. 3D OBJECT DESIGN CONVERSION TO RELEVENT CODE INPUT TO THE PROCESSOR MECHANICAL PROCESSINGS PRINTING 3D OBJECT IS READY
- 14. 2.6 Working with Files FIGURE3.STL FILE There are several different file types used in 3D Printing file extensions that includes. stl, .g-code, .factory. STL and OBJ files are the output from the CAD Software’s. After the STL and OBJ files are imported the next work is to add the process. This process adds all the information that how the object is sliced and printed on the print plate including the settings of the extruder, infill, temperature, supports etc. After this process is saved and exported an FFF file is created. If we want to again change the process settings for example changing the printing speed, infill percentage etc. There comes option of “Edit Process Settings”. After making such modification the OK option is clicked to save the changes .G-Code / X3G files gives the instructions for the printer. G-code tells the machines how much to move, where to move, how fast to move. Such types of settings are also called as 3D Printing Tool Path. G-code uses plain text format while the X3G uses binary language which is used by the machine with the maker boat type firm wares. When the option Prepare to Print is clicked the3D model will automatically get converted into 3D Tool paths for the machine. Factory files is a combined file to retain the simplify 3D Project. It offers a unique way to save all the data about the project into a comprehensive file called as “Factory File”. This file includes copy of 3D models been imported, their positions on bed, process settings etc. 3D Printers typically uses software that “slices” a 3D model into layers and then the software generates a G-Code that extrudes the plastic to fill each layer. Mostly slicer software works, CAD program is compatible of producing STL’s.
- 15. 2.7 How 3D Printer Works? The basic working principle of 3D printer is to print the object layer by layer fill the targeted object design and to finish the printer has a frame structure and three axis x y and z axis that moves left to right front to back and up and down. The component called extruder which is responsible for feeding the plastic to print and melt the plastic. To print the plastic layer the movement of the extruder and stepper motor need to be controlled for that PWM generated by the Arduino is used, the g-code generated is used to drive the axis accordingly with help of CAD tools targeted objects are designed and converted into g- codes with the help of software like FDM and being given to electronics that includes motor which is placed on the frame according to the frame design. According to the commands given to the electronics motor works and through the help of extruder which is also running through the motor melts the plastic accordingly on the print plate. The plastic material used in this project is bio degradable plastic materials. After the object is finished the final object is taken out. In this way the process started with the designing object specifically a 3D object and ended with the generating the same 3D object same object in front our eyes! This chapter includes the description of various different components used in the development of the system project. It is really very necessary to describe the features of the components that are used in the designing of the system. This chapter includes the brief description of the components along with their pin configuration and different features. 3.1 Frame Selection of frame is an essential part for system designing. This frame gives the support to the printer. All the axes of the motor added to this frame. The threaded rods are mounted on this frame and rubber strips controlled by motor action. 3.Component Description
- 16. FIGURE4. FRAME 3.2 Extruder FIGURE5. EXTRUDER Extruder consists of two parts, a cold top part that feeds the plastic filament, hot part at bottom that melts and extrudes the plastic. The speed of the
- 17. extruder head may also be controlled, to stop and start deposition and form and interrupted plane without stringing or drabbing between sections. 3.3 Stepper Motor The stepper motor is an electromagnetic device that converts digital pulses into mechanical shaft rotation. Many advantages are achieved using this kind of motors, such as higher Simplicity, since no brushes or contacts are present, low cost, high reliability, high torque at low speeds, and high accuracy of motion. This project involves the usage of at least five motors specifically five stepper motors .one motor to control the Y-axis, the other to control the X-axis, two to control Z-axis and one to control the extruder. The configuration of all the five motors is same and the driver is used to drive the motor. FIGURE6. STEPPER MOTOR The two types of stepper motors that are the bipolar motor and unipolar motor. The bipolar and unipolar motors are similar, except that the Unipolar has a center tap on each winding.
- 18. 3.4 Driver A4988 FIGURE7. DRIVER A4988 The driver features adjustable current limiting, over current protection, and five different micro step resolutions. It operates from 8 – 35 V and can deliver up to 2 A per coil. Five drivers are used for running 5 motors. Heat bed is pasted on the ramp so that IC should not be burned out. Things to remember: To place the driver on Ramp 1.4 in a way that the pins of the driver should not bent. To look whether the Ramp IC is burning. Heat bed to be attached on each driver. FIGURE8. Simplified connection of Driver and controller
- 19. 3.5 Plastics Plastics are one of the most important materials that are required because it is the material of which the end product is made. This project uses two types of plastics. 3.5.1 Polylactic Acid or Polylactide (PLA) Plastics It is a biodegradable plastic material which is made from renewable resources such as corn starch and sugarcane. The main difference between the two plastics is that the ABS plastic type is known for its toughness whereas the other is known for its soft type of material. Thus, for different purpose different plastic materials are used. Figure 9 ABS Plastic Figure Figure10 PLA Plastic 3.6 The Software That Needs to Be Installed on the Computer to Run the Model: 3.6.1 Arduino Software: This application allows installing the printer firmware on the ATMEGA 2560 microprocessor. To update the firmware each time this installation is required. 3.6.2 SLIC3R Software: The application to slice STL files into the G-Code is called as Skein Software. Each time the part that needs to be printed needs this type of software. 3.6.3 PRONTERFACE Software: Before the print job this application is responsible for the communication with the electronics. In simple words it makes the printing output to be ready before the actual printing job. 3.7 TO DO LIST: Basic electronics connection:
- 20. Step 1: Look for an appropriate power source that will give the circuit 12V. For safety we should SMPS. FIGURE11. SMPS Step 2: Paste heat sink on the drivers as shown below so that the IC would not get damaged. Figure 12 A4988 Driver Figure 13 A4988 Driver Step 3: Take Arduino 2560 and Ramp 1.4 male and connect it as shown.
- 21. FIGURE14. Arduino Atmega 2560 Step 4: Attach all the 5 drivers on the Ramp 1.4 as shown below and connect all the stepper Motor’s to the drivers. 3.8 Framework After assembling the whole electronics part now, it is the time for the mechanical structure to be decided and to fit our electronics in it. Decide the frame structure. Assemble the structure using rods or waveguide structure and integrate electronics in it. Figure 15 Connection of Arduino 2560 Ramp 1.4D Figure 16 Running motors through electronics
- 22. FIGURE17.FRAMEWORK The aim of all the 3D printing technologies is to develop an additive manufacturing process that creates an object layer by layer. Some common features for all the additive manufacturing processes is the usage of computer with special 3D modeling software. The first part of this process is to create a CAD diagram. The AM device reads the output from the CAD file and builds a structure layer by layer with the printing material which can be plastic, powder filaments or may be a sheet of paper. This chapter deals with all the famous 3D Printing Technologies that are used commonly. 4.1 Fused Deposition Modeling (FDM) Fused Deposition Modeling (FDM) technology was developed and implemented in 1980’s. By using this method not only functional prototypes can be printed but also concept models and final end-use product is implemented. What is good about this technology is that all parts printed with FDM can go high-performance which is highly beneficial for mechanic engineers and manufactures. FDM is the only 3D printing technology that builds parts with production grade thermoplastics, so things printed are of excellent mechanical, thermal and chemical qualities. This method does not waste plastics so this method is widely used more over this method does not uses lasers. 4. Present 3D Printing Technologies
- 23. 3D printing machines that use FDM Technology build objects layer by layer from the very bottom up by heating and extruding thermoplastic filament. The whole process is bit similar to stereo lithography .Firstly a special software “cuts” CAD model into layers and calculates the way printer’s extruder would build each layer then the printer heats thermoplastic till its melting point and extrudes it throughout nozzle onto base, that can also be called a build platform or table along the calculates path. Once the layer is finished, the base is lowered to start building of next layer. Compared to the previous process this method is bit slower. When printing is completed support materials can easily be removed by placing an object into water and a detergent solution. FIGURE18.Fused Deposition Method 4.4 Selective Laser Melting (SLM) Selective laser melting (SLM) is a technique that also used 3D CAD data as a source and forms a3D object by means so a high-power laser beam that fuses and melts metallic powders together. This method fully melts the metal material into solid 3D- dimensional part unlike selective laser sintering. The fine metal powder is evenly distributed onto a plate, and then each slice of 2Dlayer image is intensively fused by applying high laser energy that is directed to the powdered plate. The energy of laser is so intense that the metal powder melts fully and forms a solid object. After the layer is completed the process starts over again for the next layer. Metals that can be used for SLM include stainless steel, titanium, cobalt chrome and aluminum.
- 24. FIGURE 19.SLM 5. Working of the Device Once the STL file ready, it is sliced in Slicer or in Cura or may be in any other slicing software. Slicing is the process of conversion of the STL file to .gcode format. This includes the process of deciding the nozzle movements in space in order to make the design. Several settings are made in this section of the print by engineers in order to achieve the best quality print. Each printer has its own slicer settings. Everything, starting from the melting temperature of the PLA material to setting of the bed temperature is done here. The layer width is the most crucial portion of any 3d print Sets of data are prepared and print quality is judged. The figure below shows the whole process in a nutshell: Figure 20. Slicing Procedure
- 25. For our 3D printer the specifications are mentioned below: CURA: Profile Fine Layer Height 0.1mm Initial Layer Height 0.3mm Line width 0.4mm wall line width 0.4mm outer wall line width 0.4mm inner wall line width 0.4mm to/bottom line width 0.4mm infill line width 0.4mm skirt/bottom line width 0.4mm support line width 0.4mm initial layer line width 100.0% wall thickness 0.8mm wall line count 2 to 5 outer wall wipe distance 0.2mm top surface skin layers 0 top/bottom Thickness 0.8mm top layers 8 bottom thickness 0.8mm bottom layers 8 top/bottom patterns lines(changeable) bottom pattern initial layer lines(changeable) top/bottom line directions [] outer wall inset 0mm optimize wall printing order no outer before inner walls no alternate extra wall no compensate wall overlaps yes compensate outer wall overlaps yes minimum wall flow 0% fill gaps between walls everywhere filter out tiny gaps no print thin walls yes horizontal expansion 0mm initial layer horizontal expansion 0mm Z seam alignment sharpest corner seam corner preference hide seam ignore small Z gaps no
- 26. extra skin wall count 1 enable ironing no infill density 20%(adjustable) infill line distance 4.0mm infill pattern grid(changeable) connect infill lines no infill line directions [] infil X offset 0mm infill Y offset 0mm infill line multiplier 1 extra infill wall count 0 infill overlap percentage 10% infill overlap 0.04mm skin Overlap 5% infill wipe distance 0.1mm infill layer thickness 0.1mm Gradual Infill steps 0 infill before walls yes minimum infill area 0 mm2 infill support no skin removal width 0.8mm skin expand distance 0.8mm maximum skin angle for expansion 90 minimum skin width for expansion 0 default printing temperature 212deg c printing temperature 212deg C flow 100% enable retraction yes retract at layer change yes retraction distance 6.5mm retraction speed 25mm/s retraction extra prime amount 0 retraction minimum travel 0.8mm maximum retraction count 90 maximum extrusion distance window 6.5mm limit support retractions yes nozzle switch retraction speed 20mm/s Print speed 60mm/s infill speed 60mm/s wall speed 30mm/s inner wall speed 60mm/s outer wall speed 30mm/s
- 27. top/bottom speed 30mm/s support speed 60mm/s support infill speed 60mm/s travel speed 130mm/s initial layer speed 30mm/s initial layer print speed 30mm/s initial layer travel speed 60mm/s skirt/brim speed 30mm/s maximum Z speed 0mm/s number of slower layers 2 equalize filament flow no enable acceleration control no enable jerk control no combing mode all max comb distance 0 retract before outer wall no avoid printed parts when travelling yes avoid supports while travelling no travel avoid distance 0.625 mm generate support material yes support material placement everywhere overhang angle 50deg support pattern zigzag support density 15% build plate adhesion skirt skirt line count 1 print sequence all at once The Slicing is then done which creates the G-code. After g-code is prepared the printer is fed with the g-code with the help of Pronterface/Cura to print the 3d model. Figure 21. Pronterface action
- 28. The ramps is connected to Arduino which is fed with the Marlin code required to decode the g-code to microprocessor commands. Marlin source code is open source Arduino code available for the printers. Once the printer is made the engineers calibrate the code and change it accordingly in order to produce the best results. Following are some snaps from our revised marlin code.
- 29. How Marlin Works The Marlin syncs the motor movements and the actual length or distance moved by the nozzle to that required. Marlin Firmware runs on the 3D printer’s main board, managing all the real- time activities of the machine. It coordinates the heaters, steppers, sensors, lights, LCD display, buttons, and everything else involved in the 3D printing process. Marlin implements an additive manufacturing process called Fused Deposition Modeling (FDM) — aka Fused Filament Fabrication (FFF). In this process a motor pushes plastic filament through a hot nozzle that melts and extrudes the material while the nozzle is moved under computer control. After several minutes (or many hours) of laying down thin layers of plastic, the result is a physical object. The control-language for Marlin is a derivative of G-code. G-code commands tell a machine to do simple things like “set heater 1 to 180°,” or “move to XY at speed F.” To print a model with Marlin, it must be converted to G-code using a program called a “slicer.” Since every printer is different, you won’t find G-code files for download; you’ll need to slice them yourself. As Marlin receives movement commands it adds them to a movement queue to be executed in the order received. The “stepper interrupt” processes the queue, converting linear movements into precisely-timed electronic pulses to the stepper motors. Even at modest speeds Marlin needs to generate thousands of stepper pulses every second. (e.g., 80 steps-per-mm * 50mm/s = 4000 steps-per-second!) Since CPU speed limits how fast the machine can move, we’re always looking for new ways to optimize the stepper interrupt! Heaters and sensors are managed in a second interrupt that executes at much slower speed, while the main loop handles command processing, updating the
- 30. display, and controller events. For safety reasons, Marlin will actually reboot if the CPU gets too overloaded to read the sensors. The part of the code responsible for that is shown below: "Jerk" specifies the minimum speed change that requires acceleration. When changing speed and direction, if the difference is less than the value set here, it may happen instantaneously. Software Endstops: The machine starts and hence checks the boundaries according to the code. This calls for the requirement of end stops. The end stops are needed for the following: - Prevent moves outside the set machine bounds. - Individual axes can be disabled, if desired. - X and Y only apply to Cartesian robots. The figure below shows the end-stops fixed on the machine:
- 31. The code portion required is: After the boundaries are checked printer starts to print the model layer-wise a block diagram below shows the whole process in a nutshell.
- 32. Figure 21. Process in nutshell-1 Figure 22. Process in nutshell-2
- 33. FINAL RESULTS: 1.The 3D Printer: 2. Orthodontic appliance, temporary teeth and Daily Used Products – Mobile Cover, Utensils, Vase Etc
- 34. 3.Building structures ,spare parts and artifacts and many more.
- 35. Future Scope and Applications: • 40 % of 3D printing patent applications are medical. A Process called bio texture modeling allows us to print stimulated organs with texture & wetness of real things. • • 3D Scans of patients can help create custom built prosthetic and face prosthetics • Customized bone replacements can be executed 3D printing. • Orthodontic appliances, temporary teeth, dental crowns can be 3D printed. • Bio printing is the process of printing out organic tissue which could facilitate organ transplants.
- 36. Conclusion: We get high precision regardless of uneven heating or bowed build plate. Sensors ensure the print head is always moving parallel to the build plate. No wasting time fiddling with the bed and Z height. It’s easy of for inexperienced machinists to use it . Use of filament effective reduces the wasting of filaments. Hence we are intended to produce a low cost 3D printer for all with an estimated cost of 11000 INR.
- 37. References 1.3D Printing for Model Engineers A Practical Guide Neil Wyatt 2.3D Printing Failures 2019 Edition: How to Diagnose and Repair ALL Desktop 3D Printing Issues Sean Aranda 3.Cutting-Edge 3D Printing Karen Latchana Kenney 4.Fusion 360 for Makers Design Your Own Digital Models for 3D Printing and CNC Fabrication Lydia Sloan Cline