TYPES OF FRACTURE MECHANISMS
•
25 gefällt mir•3,479 views

Metallurgy & Material science, UNIT-2, Sreenidhi, SNIST,K.srinivasulureddy, ductile & brittle fracture, creep,fatigue

Empfohlen
Weitere ähnliche Inhalte
Was ist angesagt?
Was ist angesagt? (20)
Ähnlich wie TYPES OF FRACTURE MECHANISMS
Ähnlich wie TYPES OF FRACTURE MECHANISMS (20)
Mehr von Kunduru Srinivasulu Reddy
Kürzlich hochgeladen
Kürzlich hochgeladen (20)
TYPES OF FRACTURE MECHANISMS
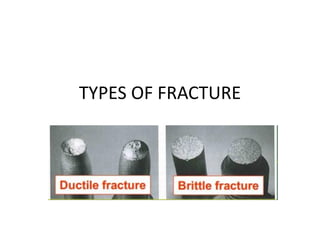
- 2. Brittle vs. Ductile Fracture • Ductile materials - extensive plastic deformation and energy absorption (“toughness”) before fracture • Brittle materials - little plastic deformation and low energy absorption before fracture. Fracture: Refers to the failure of a material under load by breaking into two or more pieces. Fracture can occur under all service conditions. ➢ Materials subjected to alternating or cyclic loading (as in machines) fail due to fatigue(fatigue fracture) ➢ Materials used at high temperatures can fail due to creep fracture
- 3. 3 Fracture mechanisms • Ductile fracture – Occurs with plastic deformation • Brittle fracture – Little or no plastic deformation – Catastrophic Ductile Brittle
- 4. Ductile, Creep Brittle Cracks choose the path of least resistance Brittle fractures display either transgranular or intergranular fracture
- 8. A. Very ductile, soft metals (e.g. Pb(lead), Au(Aurum-Gold) at room temperature, other metals, polymers, glasses at high temperature. B. Moderately ductile fracture, typical for ductile metals C. Brittle fracture, cold metals, ceramics, ice
- 10. (a) Necking (b) Formation of microvoids (c) Coalescence of microvoids to form a crack (d) Crack propagation by shear deformation (e) Fracture
- 11. ➢ Ductile fracture is the rupture of a material after a considerable amount of plastic deformation. ➢ Material begin to neck beyond the ultimate tensile strength ➢ The neck refers to the reduced cross-section of the specimen near the middle.
- 12. ➢ Cracks are found to nucleate at brittle particles, either the natural kind found in multiphase materials, e.g., cementite in steel, or foreign inclusions, e.g., oxide inclusions in copper. ➢ When a brittle particle is present, it is difficult to maintain compatibility in the neck region between the continuously deforming matrix and the nondeforming particle. This results in the formation of very tiny voids near the matrix-particle interface. ➢ If fracture initiates at pores in the neck region, then the voids are already present. The voids grow with increasing deformation and ultimately reach sizes of the order of a mm. At this stage, the material may tear apart. ➢ This model of ductile fracture is supported by the finding that materials of ultra high purity, which do not have inclusions or pores, do rupture in a fully ductile manner, that is after thinning down to a point or an edge.
- 13. The basic steps are: void formation, void coalescence (also known as crack formation), crack propagation, and failure, often resulting in a cup-and-cone shaped failure surface.
- 14. • Evolution to failure: • Resulting fracture surfaces (steel) particles serve as void nucleation sites. Fracture surface of tire cord wire loaded in tension. Moderately Ductile Failure necking s void nucleation void growth and linkage shearing at surface fracture
- 15. Rough surface
- 16. In ductile fracture, extensive plastic deformation takes place before fracture. The terms rupture or ductile rupture describe the ultimate failure of tough ductile materials loaded in tension. Rather than cracking, the material "pulls apart," generally leaving a rough surface. In this case there is slow propagation and an absorption of a large amount energy before fracture. Many ductile metals, especially materials with high purity, can sustain very large deformation of 50–100% or more strain before fracture under favorable loading condition and environmental condition. The strain at which the fracture happens is controlled by the purity of the materials. At room temperature, pure iron can undergo deformation up to 100% strain before breaking, while cast iron or high-carbon steels can barely sustain 3% of strain. Because ductile rupture involves a high degree of plastic deformation, the fracture behavior of a propagating crack as modeled above changes fundamentally. Some of the energy from stress concentrations at the crack tips is dissipated by plastic deformation before the crack actually propagates.
- 19. Brittle fracture in CI
- 22. Ductile vs Brittle Failure Very Ductile Moderately Ductile Brittle Fracture behavior: Large Moderate Small • Ductile fracture is usually desirable! Ductile: warning before fracture Brittle: No warning
- 23. 23 • Ductile failure: --one piece --large deformation Example: Failure of a Pipe • Brittle failure: --many pieces --small deformation
- 24. Ductile vs. Brittle Failure cup-and-cone fracture brittle fracture
- 25. Since brittle fracture is most unpredictable, usually a notch will be introduced to simulate the conditions. Notch-impact testing
- 26. 26 Impact Testing final height initial height (Charpy)
- 28. Two standard tests, the Charpy and Izod, measure the impact energy (the energy required to fracture a test piece under an impact load), also called the notch toughness.
- 29. DBTT
- 30. Fracture toughness is a property which describes the ability of a material containing a crack to resist fracture, and is one of the most important properties of any material for many design applications. Fracture toughness is a quantitative way of expressing a material's resistance to brittle fracture when a crack is present. If a material has much fracture toughness it will probably undergo ductile fracture. Brittle fracture is very characteristic of materials with less fracture toughness. An impact toughness versus temperature graph for a steel is shown in the image. It can be seen that at low temperatures the material is more brittle and impact toughness is low. At high temperatures the material is more ductile and impact toughness is higher. The transition temperature is the boundary between brittle and ductile behavior and this temperature is often an extremely important consideration in the selection of a material.
- 31. Greater the impact energy, the more ductile the material. copper remains ductile at all temperatures in the range covered by this experiment FCC metals remain ductile down to very low temperatures (Cu, Ni)
- 32. ➢It can be seen that copper remains ductile at all temperatures in the range covered by this experiment. ➢Nylon can be seen to be going through its glass transition at above 50 °C, and hence shows a brittle to ductile transition. ➢In contrast, acrylic remains brittle, as seen from the consistently low impact energies. ➢Zinc becomes more ductile at temperatures above room temperature. ➢Mild steel shows a ductile-brittle transition at around -60 °C. ➢Results for aluminium show that it become slightly less ductile as the temperature is increased, and all the values for impact energy lie between the ductility of copper and the brittleness of acrylic. Flow is always easier than cleavage in aluminium so there is never a ductile-brittle transition observed. The decrease of overall ductility with temperature seen in aluminium arises from dynamic recovery.
- 33. 33 • Pre-WWII: The Titanic • WWII: Liberty ships • Problem: Used a type of steel with a DBTT ~ Room temp. Design Strategy: Stay Above The DBTT!
- 34. 34 Engineering Fracture Design • Avoid sharp corners! s r , fillet radius w h o smax
- 35. Ship-cyclic loading from waves. FATIGUE
- 36. Computer chip-cyclic thermal loading. Hip implant-cyclic loading from walking. Fatigue Failure Fatigue is the weakening of a material caused by repeatedly applied loads. It is the progressive and localized structural damage that occurs when a material is subjected to cyclic loading. The nominal maximum stress values that cause such damage may be much less than the strength of the material typically quoted as the ultimate tensile stress limit, or the yield stress limit. Fatigue occurs when a material is subjected to repeated loading and unloading.
- 37. Crankshaft after fatigue failure
- 42. Fatigue Fatigue is caused by repeated application of stress to the metal. It is the failure of a material by fracture when subjected to a cyclic stress. Fatigue is distinguished by three main features. i) Loss of strength ii) Loss of ductility iii) Increased uncertainty in strength and service life This type of failure occurs in Metals and Polymers, While Ceramics do not undergo this type of failure!!
- 43. Fatigue is an important form of behavior in all materials including metals, plastics, rubber and concrete. All rotating machine parts are subjected to alternating stresses. Example: aircraft wings are subjected to repeated loads, oil and gas pipes are often subjected to static loads but the dynamic effect of temperature variation will cause fatigue. Because of the difficulty of recognizing fatigue conditions, fatigue failure comprises a large percentage of the failures occurring in engineering. To avoid: stress concentrations, rough surfaces and tensile residual stresses, fatigue specimens must be carefully prepared.
- 45. Fatigue – Stress patterns • Three different fluctuating stress- time modes are possible: (i) Reversed stress cycle, (ii) Repeated stress cycle, (iii) Random stress cycle.(Irregular stress)
- 46. Stress cycles that can cause fatigue failure are characterized by following parameters:
- 47. Mean Stress affects Fatigue Life Note, Mean σm = 0, for Reverse stress cycling. Mean σm = +ve quantity for Repeat stress cycling Mean (σm) has an effect on fatigue life. Increasing the mean stress level leads to a decrease in fatigue life.
- 49. Crack Initiation and Propagation The process of fatigue failure is characterized by three distinct steps: (1) Crack initiation: Cracks always nucleate on the surface of a component at some point of stress concentration. Crack nucleation sites: surface scratches, sharp fillets, keyways, threads, dents, and the like… (2) Crack Propagation: Crack advances incrementally (during this step) with each stress cycle (3) Failure: Failure occurs very rapidly once the advancing crack has reached a critical size.
- 50. Fatigue Testing – The S-N Curve • Fatigue testing is carried out using standard machines, to simulate the real service conditions: (i) Stress level, (ii) Time-frequency, (iii) Stress pattern.
- 51. Rotating Beam test specimen, post test with crack
- 52. Specimen: ASTM E466 standards Reverse bending type fatigue testing machine
- 55. Stress (MPa) No.of cycles to failure 30 9500000 60 4000000 90 2000000 120 850000 140 600000 30 9400000 60 4000000 90 2100000 120 840000 140 595000
- 56. Fatigue Testing – The S-N Curve • Fatigue Limit (Endurance Limit): For some steels and Ti alloys, the S-N curve becomes horizontal at higher ‘N’ values for a limiting stress, below which fatigue failure does not occur. For steels, fatigue limit range between 35% and 60% of the tensile strength. • Fatigue strength: Non-ferrous alloys (Al, Cu, Mg) do not have Fatigue Limit. Fatigue strength is defined as the stress level at which failure will occur for some specified number of cycles (e.g, 107 cycles).
- 57. Fatigue Testing – The S-N Curve • Fatigue Life: Number of cycles to cause failure at a specified stress level, as taken from the S-N plot.
- 58. The S-N Curve A very useful way to visual the failure for a specific material is with the S-N curve. The “S-N” means stress verse cycles to failure, which when plotted using the stress amplitude on the vertical axis and the number of cycle to failure on the horizontal axis. An important characteristic to this plot as seen is the “fatigue limit”.
- 61. ➢ The point at which the curve flatters out is termed as fatigue limit and is well below the normal yield stress. ➢ The significance of the fatigue limit is that if the material is loaded below this stress, then it will not fail, regardless of the number of times it is loaded. ➢ Materials such as aluminium, copper and magnesium do not show a fatigue limit; therefore they will fail at any stress and number of cycles. ➢ Other important terms are fatigue strength and fatigue life. ➢ The fatigue strength can be defined as the stress that produces failure in a given number of cycles usually 107. ➢ The fatigue life can be defined as the number of cycles required for a material to fail at a certain stress.
- 62. Fracture surface of a rotating steel shaft that experienced fatigue failure of metals. Benchmark ridges are visible to the unaided eye as shown in the photograph. Striations: Each bench mark will contain many striations which can be seen using SEM. Crack Initiation and Propagation
- 63. TEM showing fatigue STRIATIONS in Al. Note presence of striations and benchmark ridges confirm that the failure is fatigue.
- 64. Fatigue failure of metal surface. A crack formed at the top edge. The smooth region also near the top corresponds to the area over which the crack propagated slowly. Dull and fibrous fracture surface reveals fracture was rapid.
- 66. Failure can be recognized by the appearance of fracture. For a typical fracture ,Two distinct zones can be distinguished – a smooth zone near the fatigue crack itself which, has been smoothened by the continual rubbing together of the cracked surfaces, and a rough crystalline- looking zone which is the final fracture. Occasionally fatigue cracks show rough concentric rings which correspond to successive positions of the crack.
- 68. Fatigue life improves by incorporating rounded fillet into a rotating shaft at the point where there is a change in diameter. (a) No fillet; bad design. (b) Fillet provided; good design.
- 69. Factors affecting fatigue properties Surface finish: Scratches dents identification marks can act as stress raisers and so reduce the fatigue properties. Electro-plating produces tensile residual stresses and have a detrimental effect on the fatigue properties. Temperature: As a consequence of oxidation or corrosion of the metal surface increasing, increase in temperature can lead to a reduction in fatigue properties.
- 70. Residual stresses: Residual stresses are produced by fabrication and finishing processes. Residual stresses on the surface of the material will improve the fatigue properties. Heat treatment: Hardening and heat treatments reduce the surface compressive stresses; as a result the fatigue properties of the materials are getting affected. Stress concentrations: These are caused by sudden changes in cross section holes or sharp corners can more easily lead to fatigue failure. Even a small hole lowers fatigue-limit by 30%. Factors affecting fatigue properties
- 71. Fatigue fracture results from the presence of fatigue cracks, usually initiated by cyclic stresses, at surface imperfections such as machine marking and slip steps. The initial stress concentration associated with these cracks are too low to cause brittle fracture they may be sufficient to cause slow growth of the cracks into the interior. Eventually the cracks may become sufficiently deep so that the stress concentration exceeds the fracture strength and sudden failure occurs. The extent of the crack propagation process depends upon the brittleness of the material under test. In brittle materials the crack grows to a critical size from which it propagates right through the structures in a fast manner, whereas with ductile materials the crack keeps growing until the remaining area cannot support the load and an almost ductile fracture suddenly occurs. Fatigue Failure
- 72. To secure satisfactory fatigue life ▪ Modification of the design to avoid stress concentration eliminating sharp recesses and severe stress raisers. ▪ Precise control of the surface finish by avoiding damage to surface by rough machining, punching, stamping, shearing etc. ▪ Control of corrosion and erosion or chemical attack in service and to prevent of surface decarburization during processing of heat treatment. ▪ Surface treatment of the metal. The endurance limit for the material will be approximately 45 to 50% of the UTS if the surface of the test specimen is smooth and polished.
- 73. 1. Small scratches, tool marks on surface will limit the fatigue life. 2. Improving the surface- finish by polishing will enhance fatigue life. 3. Residual compressive stresses are introduced into ductile metals mechanically by localized plastic deformation, with in the outer surface region by Shot peening. Shot Peening
- 74. Case hardening improves fatigue life Case hardening with carbon or nitrogen increases the hardness of the surface for steels. The increased hardness of the case improves the wear resistance and fatigue life.
- 75. PHYSICAL METALLURGY AND MATERIALS ENGINEERING Hall-Petch equation: Yield stress is inversely proportional to the square root of grain diameter (grain size). Where, σy, is yield stress; σ0 and ky are material dependent constants; d, is grain diameter (grain size). 𝝈 𝒚 = 𝝈 𝟎 + 𝒌 𝒚 𝒅
- 76. Equicohesive Temperature 1. Strength of the GB = Strength of Grain at the ECT 2. Below ECT fine grain sized material is stronger due to large number of grain boundaries are present. 3. Above ECT large grain sized material is stronger due to less tendency for grain boundary sliding.
- 77. FAILURE DUE TO TORSION
- 78. Until the advent of variable speed drives (VSDs), torsional fatigue failures were rare: Equipment designers could anticipate operating speeds and excitation frequencies and engi-neer around them. The purpose of a VSD is to allow operation at a wide range of speeds. That, unfortunately, has led to many motor and driven-shaft failures due to torsional-fatigue factors. While the most common torsional fatigue cracks start at the sharp corner (stress concentration) at the bottom of the keyway when couplings are poorly fitted, another common appearance is the diagonal shaft crack
- 83. PREVENTING TORSIONAL FATIGUE FAILURES Torsional fatigue failure prevention: Correct machining, assembly and installation to eliminate: ➢Incorrect fit/finish of a shaft and bore. ➢Small radius in a keyseat. ➢Excess clearance between the key and keyseat. ➢Misalignment. These are the easiest to fix. Frequently, the effort stops here and the failures continue. However, with more investigation, torsional fatigue failures can be eliminated.