Julian Kalac lean 6 sigma project list--2018
•
1 like•199 views

summary of 16 Lean Six Sigma improvement projects in manufacturing, bio-manufacturing, supply chain including 2 machine safeguarding . Total savings over $8Mil

Recommended
Recommended
More Related Content
What's hot
What's hot (18)
Similar to Julian Kalac lean 6 sigma project list--2018
Similar to Julian Kalac lean 6 sigma project list--2018 (20)
More from Julian Kalac P.Eng
More from Julian Kalac P.Eng (20)
Recently uploaded
Recently uploaded (20)
Julian Kalac lean 6 sigma project list--2018
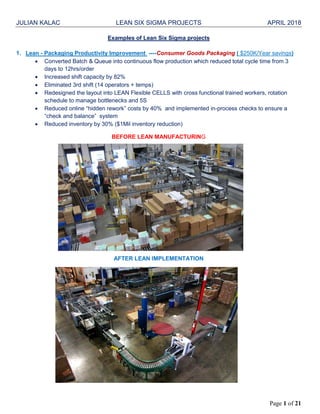
- 1. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 1 of 21 Examples of Lean Six Sigma projects 1. Lean - Packaging Productivity Improvement ----Consumer Goods Packaging ( $250K/Year savings) Converted Batch & Queue into continuous flow production which reduced total cycle time from 3 days to 12hrs/order Increased shift capacity by 82% Eliminated 3rd shift (14 operators + temps) Redesigned the layout into LEAN Flexible CELLS with cross functional trained workers, rotation schedule to manage bottlenecks and 5S Reduced online “hidden rework” costs by 40% and implemented in-process checks to ensure a “check and balance” system Reduced inventory by 30% ($1Mil inventory reduction) BEFORE LEAN MANUFACTURING AFTER LEAN IMPLEMENTATION
- 2. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 2 of 21 EQUIPMENT RELIABILITY IMPROVEMENT PROBLEM STATEMENT: 1. Film Shrink Packaging 14% Machine Downtime 2. Poor reliability ɳ < 62%, Average time between failures = 21hrs OBJECTIVE: 1. Reduce downtime from 14% to < 3% 2. Optimize reliability of machine IMPROVEMENTS: 1. Conducted FMEA, Root Caused the top 80% machine downtime causes 2. Improved film feed roller y, redesigned new robust cutting knives 3. Implemented condition based preventative maintenance to monitor faults 4. Utilized Weibull distribution to validate reliability 5. Optimized machine process parameters RESULTS: Reduced downtime from 14% to 2.3 %, increased reliability from ɳ =62% to 97% Total savings= $740K in machine downtime reduction
- 3. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 3 of 21 ARPAC VSM –CURRENT STATE VSM 31% EFFICIECNY 20% Rework + 14% DOWNTIME Customer Demand Total Non-Value Add Time = 3HRS Value Added Time = 173 min (4.5Hrs) 2 operator C/T = 34 min C/O = 0.5 hr Uptime = 81% PALLETIZER 2 operator FILM RACK C/T = 52 min C/O = 0.5 hr Uptime = 86% 1 operator C/T = 47 min C/O = 0 hr Uptime = 78% OVEN 1 OPERATOR WRAP DEFECTS 47 min34 min52 min 1 day 2 day1 day 0.5 days Production Order D Wk FILM ROLL C/T = 40 min C/O = 0 min Uptime = 83% OVERWRAP CONVEYOR 40 FG FILM ROLLS SHINGLES VA Time NVA Time I 10% SCRAP 20% REWORK SCRAP LINEHIGH ROLL DAMAGED ARPAC VSM –FUTURE STATE VSM 0% Rework - 2% DOWNTIME Customer Demand Total Non-Value Add Time = 0.5HRS Value Added Time = 7Hrs 2 operator C/T = 34 min C/O = 0.5 hr Uptime = 81% PALLETIZER 2 operator FILM RACK C/T = 52 min C/O = 0.5 hr Uptime = 86% 1 operator C/T = 47 min C/O = 0 hr Uptime = 78% OVEN 1 OPERATOR 47 min34 min52 min 1 day 2 day1 day 0.5 days Production Order D Wk FILM ROLL C/T = 40 min C/O = 0 min Uptime = 83% OVERWRAP CONVEYOR 40 DC FILM ROLLS SHINGLES VA Time NVA Time CONTINUOUS FLOWKANBAN ROLLS
- 4. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 4 of 21 BEFORE AFTER IMPROVEMENT
- 5. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 5 of 21 2. LARGE FORMAT OPERATIONAL TRANSFORMATION - Printing/Packaging - 2015 Problem Statement - • New Business unit -Large Format “LGF” department running at a loss for 2 years consecutively • Current capacity 72 shipped items/day, Customer demand =100 items/day • Currently Average lead time (LT)= 13 days , customer demand = 2-4 days • New $2Mil equipment underutilized Overall Equipment Efficiency (OEE) = 37% • Internal Quality Reject Rate = 42%, causing high rework, scrap rate = 33% Results: Increased capacity from 72 to 131 items/day –> (83%) Reduced lead time from 13 days to <1 day Implemented NEXT DAY delivery for all orders Increased Gross Margin from -$30K to +$35.6K/PD ($70K/month swing) $840K/year Transformed Large Format from cost centre into Profit centre and achieved BEFORE LEAN AFTER LEAN
- 6. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 6 of 21 3. DESIGN FOR SIX SIGMA SWITCHABLE WATER PUMP PULLEY Problem Statement Current Switchable Water Pump Pulley has design reliability failure rate of 11%, causing engine overheating and high warranty costs, resulting in over $1.4Mil losses Objective: Improve design reliability from Identify design failure modes, optimize design yield and validate design reliability in order to relaunch within 8 months Results: Successfully improved the design using Design for Six Sigma (DFSS), fixed previous design failures using Failure Mode Effects Analysis (FMEA) and validated new design robustness using Design of Experiment (DOE). The end result: increased overall reliability from 89% to 98.7% over life cycle of the engine resulting in 60% faster warm-up
- 7. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 7 of 21 4. EATS LEAN TRANSFORMATION EATS (Exhaust After Treatment System) Problem Statement 1. Product/design issues causing 30% internal Quality reject rate , limiting throughput 8 sets/day 2. Unable to meet increased VOLVO demand 60pcs/week, causing shut down Volvo plant 2 days 3. Unable to meet delivery time < 3 days, Currently total cycle time= 4.5 days + rework BEFORE LEAN TRANSFORMATION Custom order fitting issues Backed up orders HIGH SCRAP and REWORK
- 8. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 8 of 21 AFTER LEAN TRANSFORMATION (12 WEEKS) CUSTOM TOOL CARTS and VISUAL CONTROLS TRANSFORMATION RESULTS 1. Reduced quality reject rate from 30% down to 3% 2. Reduced total lead time from 4.5 down to < 2 days 3. Reduced total cycle time from 3Hrs to 0.7Hrs/pc 4. TOTAL SAVINGS= $840K/YEAR CUSTOM ASSEMBLY FIXTURE
- 9. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 9 of 21 5. QUALITY IMPROVEMENT CUSTOMER VOLVO---$200,000 SAVINGS PROBLEM: Missing critical truck component , front-end plate causing customer VOLVO a 2 day shut down and $100,000 in fines and chargeback ISSUES: customer requires critical component shipped loose, manual assembly operation not capable of 100% detecting missing part SOLUTION: Error proofed assembly process to prevent missing component RESULTS: Added presence sensor for detecting if Missing front-end plate. Connected to shut off valve to prevent further assembly if Missing front-end plate Added visual RED/GREEN light display notification Verified over 12 shipments and 5000 pcs shipped problem eliminated Cost Avoidance = $ 200,000 ERROR PROOF MANUAL ASSEMBLY PROCESS POKA YOKE Final Assembly MISSING PART
- 10. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 10 of 21 6. BIO MANUFACTURING BATCH CYCLE TIME REDUCTION — March 2015 Problem: 1. Low Suite utilization 11%, causing capacity constraints with other products 2. Batch cycle time = 5 days per batch, customer Takt Time= 4 days/batch Objective: Increase utilization and production capacity by 30% without additional capital RESULTS: increased Final Yield by 19%, increased suite utilization from 11% to 62%, and Reduced total batch processing time from 5 to 3.5 days/batch (42%) Total Operational savings = $1.4Mil/year Project completion time= 3.5 months
- 11. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 11 of 21 7. LEAN LOGISTICS MANUFACTURING (DPM) AND DISTRIBUTION (NT) 2013-2014 Streamlined a complex Canada wide Manufacturing-Supply Chain-Logistics replenishment operation, which reduced storage/transportation costs by $920K, inventory levels by $2.2Mil (from $3.4Mil to $1.2Mil). Total Operational savings= $3.1Mil Problem Statement: Transportation Logistics from DP Manufacturing to NT Distribution centres inefficient. Customer same day orders and replenishment being picked up from DP Manufacturing delivered to NT Distribution Centre, then reloaded onto an outbound carrier resulting in either late deliveries, lost shipments or delivered to wrong address, resulting in shortages 50%, high WIP levels and excessive transportation costs. Improvements: Implemented Lean Logistics using 1-step cross-docking distribution from DP to final destination, which eliminated shortages, reduced delivery time from 4 days to < 1 day Integrated Manufacturing-Supply Chain with Warehouse Management System which reduced total WIP inventory by $2Mil, eliminated 2 carriers, utilized same carrier for Inbound/Outbound Implemented Advanced shipping notice (ASN) which enabled Synchronized inbound delivery with outbound shipments, bar code tracking with shipment RFID chips from supplier NT DISTRIBUTION CENTERS DP PRE-PAID CUSTOMERS
- 12. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 12 of 21 8. FCI AUTOMOTIVE – QS9001/ISO14000 2000-2004 NEW PROGRAM LAUNCH Successfully managed a $22M USD FORD/TRW new ABS/VSC program for 2005 FORD Windstar minivan, from Design to full PPAP launch on-time & within budget. Took over a complex FORD program in jeopardy of being lost, gained the trust and credibility of FORD/TRW Program managers and successfully PPAP launched the program on-time Successfully improved a previously strained customer relationship with honesty, integrity trust Developed a mandrel prototype concept for insert moulding 52 connector pins, 4 power blades, and 4 bushings for the Automatic Breaking systems ABS & Vehicle System Control VSC CONNECTORS Developed & managed all APQP & PPAP documentation including: Design reviews, PFMEA DVP&R, SPC, Control Plans, SOP, and production tooling design Developed automation specifications, RFQ, vendor selection, managed the design, build & installation of the custom full-automated assembly line Total budget for automation worth over $2.3M USD ABS & VCS Connector module
- 13. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 13 of 21 9. INJECTION MOULD SET-UP REDUCTION PROJECT --($500K/annual savings) Problem Statement: 22 injection moulds ranging from 93 weeks new to moulds over 10 years old), varied in sizes & capacities, had set-up/changeover times from 4-6hrs, resulting over $500K machine inefficiencies and productivity losses Objective: Reduce the set-up time from 6hrs to under 2hrs Significant Improvements: over 4.5hrs of Set-Up Time was reduced by the following IMPROVEMENTS: o Implemented SMED principles, 5S SHADOW BOARDS, standardized, Set-Up o New water manifolds with shorter hoses and different IN/OUT connectors o Standardized bolt lengths and utilized quick-connect clamps o Interchangeable inserts and standardized back plates with different hole pattern o Standardized Mould kits & implemented shadow boards o Documented SOP and validated set-up/changeover on different shifts These improvements resulted in over $500K annual savings Setup/Changeover Tooling Improvements
- 14. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 14 of 21 10. Robot Welding Setup Time Reduction ----Tier 1 Automotive $650K/year savings PROBLEM STATEMENT 2 station robot weld down 38min between changeovers, 6 changeovers/day = 3.8hrs downtime/day Current setup time= 38min Standard Time= 15min Target setup Time < 5min IMPROVEMENTS: Designed 6 SIGMA modular welding fixtures, with quick connect clamps and eliminated bolts, screws and combined tacking with robot welding into 1 operation Implemented SMED external setup and eliminated internal setup time Standardized welding fixtures, eliminated bolts, screws and implemented , 5S shadow board, tooling push-pin toggle clamps RESULTS: ZERO SETUP TIME ACHIEVED Robot 9 SMED SOP=ZERO SETUP TIME SIDE A CHANGEOVER step # Operation Est Time (min) 1 PREPARE NEXT WO MATERIAL 4 2 GET NEEDED FIXTURES/TOOLS/CLAMPS 3 3 UNLOAD LAST PARTS FROM SIDE 1 1 4 INSPECT AND TOUCH UP PARTS 2 5 TACK PARTS 2 (EXTERNAL SETUP) 6 TAKE DOWN FIXTURE FROM SIDE 1 4 BEING DONE 7 LOAD PARTS ONTO SIDE 1 1 WHILE ROBOT rUNNING 8 START WELDING SIDE 1 0 TOTAL TIME FOR SETUP= 16 WELD CYCLE STARTED = 8 T SETUP TIME CLOCK STARTS AFTER 8 MIN SIDE B CHANGEOVER EXTERNAL SETUP 7 TAKE DOWN FIXTURE FROM SIDE 2 5 INCLUDED IN 8 LOAD PARTS ONTO SIDE21 1 WELD CYCLE (8MIN) 9 START WELDING SIDE 2 0 TOTAL SETUP TIME SIDE B= 6 TOTAL INTERNAL SETUP TIME= 0 TOTAL EXTERNAL SETUP TIME= 12 OLD SETUP TIME (MIN)= 38 DEC 4 SETUP (MIN) = 0 SETUP TIME IMPROVEMENT (MIN) = -38 WHILE THE ROBOT IS WELDING SIDE B, LOST TIME=0 MIN GOAL IS TO CHANGE STATION A BEFORE ROBOT FINISHES WELDING SIDE B DURING WELD CYCLE (8MIN) THE FOLLOWING WAS DONE
- 15. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 15 of 21 11. BLACK CLAWSON EXTRUSION LAMINATOR SAFEGUARDING PROBLEM STATEMENT: Used Laminator purchased by company without proper safeguarding and shut down by Ministry of Labour ordering a PSHR by a P.Eng OBJECTIVE: Design machine safeguarding to enable Laminator compliance with OHSA section 851 Industrial Establishments LAMINATOR BEFORE PSHR CRITICAL AREAS TO BE GUARDED
- 16. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 16 of 21 12. NEW PRODUCT LAUNCH IMPROVEMENT –(Water Pump Bearings) TIER 1 AUTOMOTIVE SUPPLIER --(TS-16949 REGISTERED) Problem Statement: On RED LIST due to late deliveries & poor quality to customer STACKPOLE causing “RUSH” orders and constant panic mode 1st Pass Quality Yield machining = 62%, using 100% inspection to sort out defects Lack of Process Control, relying on QC Inspector to find defects Premature Tool wear causing defects and downtime Rotary Transfer Machines: o 16 Station Hydromat CNC o Buffoli Transfer Machine CNC o Hydromat - 10 Station o Hydromat - 12 Station Other Equipment: • In-feed and thru-feed grinding equipment • Durr parts washer • Full chip and oil recovery systems • Fully integrated MRP system Improvements: 1. Developed VSM of current process and reviewed NVA areas 2. Implemented in-process sampling checks based on AQL of 0.4 (99.6% confidence level) using GO/NO-GO gauges, vernier measurements 3. Set-up and Implemented SPC for in-process checks which allowed operators to monitor trends and adjust tooling as needed before it’s too late 4. Redesigned tooling for a 16 station CNC HYDROMAT which reduced premature tool wear by 25% 5. Developed & Implemented Preventative Maintenance which reduced downtime by 30% 6. Designed Rough Grinding and Finish Grinding process parameters for machining water pump bearings achieving surface finishes of 0.1-0.2µm Ra (4-8 µin) consistently 7. Eliminated 100% inspection 8. Validated Testing through Reliability studies and implemented statistical process controls which reduced leak test failures from 14% to less than 0.5% improved packaging productivity by 32%
- 17. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 17 of 21 CAPITAL EQUIPMENT PROJECT EXAMPLES 13. DESIGN FOR SIX SIGMA MANUFACUTING WORK CELL (Total Savings= $840 K) Noble Fire (June 2012) Problem Statement: Production capacity unknown, sales increasing rapidly Objective: Determine Current Plant Capacity and Increase production capacity by meet customer demand Project duration < 6 months Prepared Engineering report listing all the issues and recommendations Main Improvements: o Increased productivity by 28% in less than 2 months o Designed, tested and validated new NFPA Approved sprinkler head outlets which reduced field repairs by 95%-over $40K/year o Reduced Cycle time on an Automated Burn/Weld Machine by 30% resulting in over $100K/year in increased productivity o Implemented new BURN/WELD machines which increased production capacity by 80% and reduced labour costs by over $230K, with a ROI of 78% (Payback= 0.3 years) o Total Project Savings = $840K
- 18. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 18 of 21 14. PROGRESSIVE STAMPING DIE DESIGN --$900K savings PROBLEM STATEMENT: Unable to support Home Depot Demand increased by 30%, requiring 1Mil units/year Current capacity = 550,000 pcs/year , High labour cost/pc = $2.28/pc 2 critical labour intensive BOTTLENECK operations preventing additional capacity High Labour cost: band saw cutting ($1.5/pc) + 3 stage forming ($0.78/pc)= $2.28 Objective: Increase capacity from 550K to 1.3Mil without adding cost IMPROVEMENT Progressive Stamping Die –eliminating 2 labour intensive operations RESULTS 1. Increased capacity from 550,000 to 1,8Mil units/year (300%) 2. Combined 2 labour intensive operations into 1 progressive die cycle 3. Reduced labour cost by from $2.28 to $0.29/pc =$2 4. Payback period < 1 year, ROI= 27% 5. TOTAL ANNUAL SAVINGS AFTER PAYBACK= $910K/year 2 Operations @ 1 cycle 1 Band Saw 2 Forming with 3 setups
- 19. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 19 of 21 15. INJECTION MOULD SET-UP REDUCTION PROJECT --($500K/annual savings) Problem Statement: 22 injection moulds ranging from 93 weeks new to moulds over 10 years old), varied in sizes & capacities, had set-up/changeover times from 4-6hrs, resulting over $500K machine inefficiencies and productivity losses Objective: Reduce the set-up time from 6hrs to under 2hrs Significant Improvements: over 4.5hrs of Set-Up Time was reduced by the following IMPROVEMENTS: o Implemented SMED principles, 5S SHADOW BOARDS, standardized, Set-Up o New water manifolds with shorter hoses and different IN/OUT connectors o Standardized bolt lengths and utilized quick-connect clamps o Interchangeable inserts and standardized back plates with different hole pattern o Standardized Mould kits & implemented shadow boards o Documented SOP and validated set-up/changeover on different shifts These improvements resulted in over $500K annual savings Quick Setup/Changeover Tooling Improvements
- 20. JULIAN KALAC LEAN SIX SIGMA PROJECTS APRIL 2018 Page 20 of 21 16. Noble Fire Production Capacity Problem Statement: Production capacity unknown, sales increasing rapidly Objective: Increase production welding capacity by 25% without any new equipment Project duration < 4 months Main Improvements: o Increased productivity by 28% in less than 2 months o Designed, tested and validated new NFPA Approved sprinkler head outlets which reduced field repairs by 95%- over $40K/year o Reduced Cycle time on an Automated Burn/Weld Machine by 30% resulting in over $100K/year in increased productivity o Developed a plan that would increase production capacity by 80% and reduce OT costs by over $230K, with a ROI of 78% (Payback= 0.3 years) o Total Project Savings = $840K OLD OUTLETS NEW OUTLETS
- 21. JULIAN KALAC LEAN SIX SIGMA IN FABRICATION 1-May-18 Page 21 of 21 17.PLASTIC FILM WRAP UNWINDER SAFEGUARDING BEFORE SAFEGUARDING AFTER SAFEGUARDING